

精心打磨的产品视频已准备就绪,它将带您深入镀锌管型材厂库存充足的魅力世界,让您重新发现产品的无限可能。
以下是:镀锌管型材厂库存充足的图文介绍


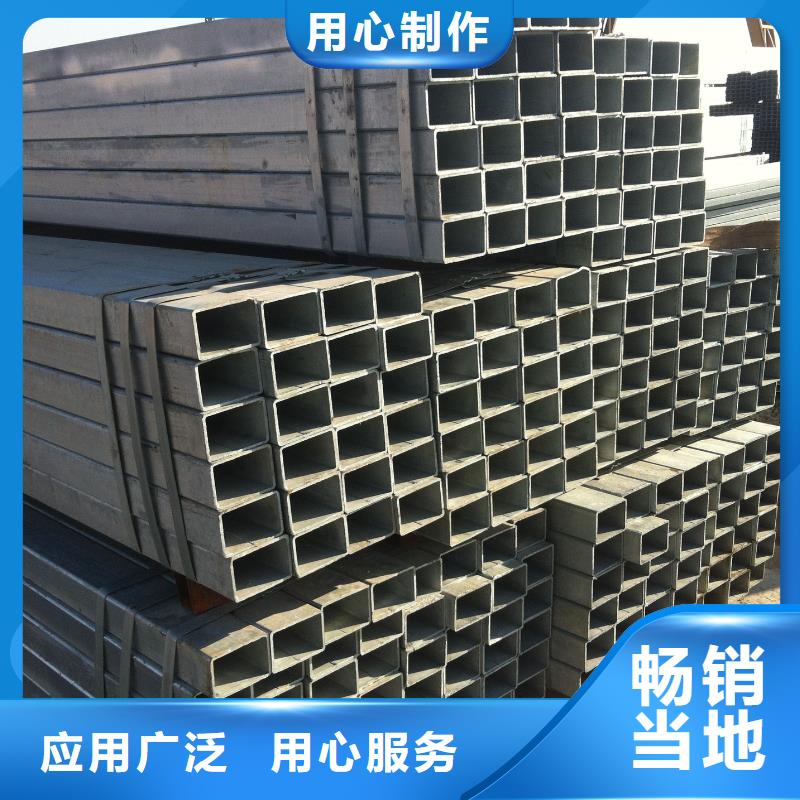
镀锌管回弹补偿阶段:扇形块在阶段2的位置开始进一步减速,直至到达要求的位置,即工艺设计要求的回弹前钢管的内圆周位置。 稳压阶段:在扇形块弹回之前,钢管内圆周保持静止一段时间,是设备和扩径过程所需的稳压阶段。 卸荷回退阶段:扇形块在回弹前从钢管内圆周开始快速回缩,直至到达初始膨胀位置,即膨胀过程所需扇形块的小收缩直径。 在实际应用中,在工艺简化时,可以将步骤2和步骤3合并简化,对钢管扩管质量没有影响。 在国内,能生产X120直缝镀锌方管的宝钢、太钢在扩管时均采用了上述五段机械扩管技术。 设计制造各种规格型号的镀锌方管模具,使产品形成系列化,在行业内享有较高的声誉。 今天镀锌方管厂家教你如何提高钢管的使用寿命:在钢基材上涂敷是常用的方法,也是各种方法中效果 的一种。镀锌大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。



作为【09CuPCrNiA角钢】的专业生产企业,聊城苏沪金属制品有限公司在几年的时间内,通过技术改造、完善企业经营管理,逐步占领【09CuPCrNiA角钢】的主要市场,成为国内专业的【09CuPCrNiA角钢】生产企业。“质量至上、信誉至上”是我们始终坚持的经营理念,您的意见是我们前进的动力,您的满意是我们追求的目标。为了回报广大用户对我公司的支持与信赖我公司将会秉承以往的优良作风,坚持“以上等的【09CuPCrNiA角钢】产品吸引顾客、以低廉的价格回报顾客、以热情周到的售前售后服务感动顾客”,为您带来更加优良便捷的服务,您的支持与肯定是我们不变的追求!


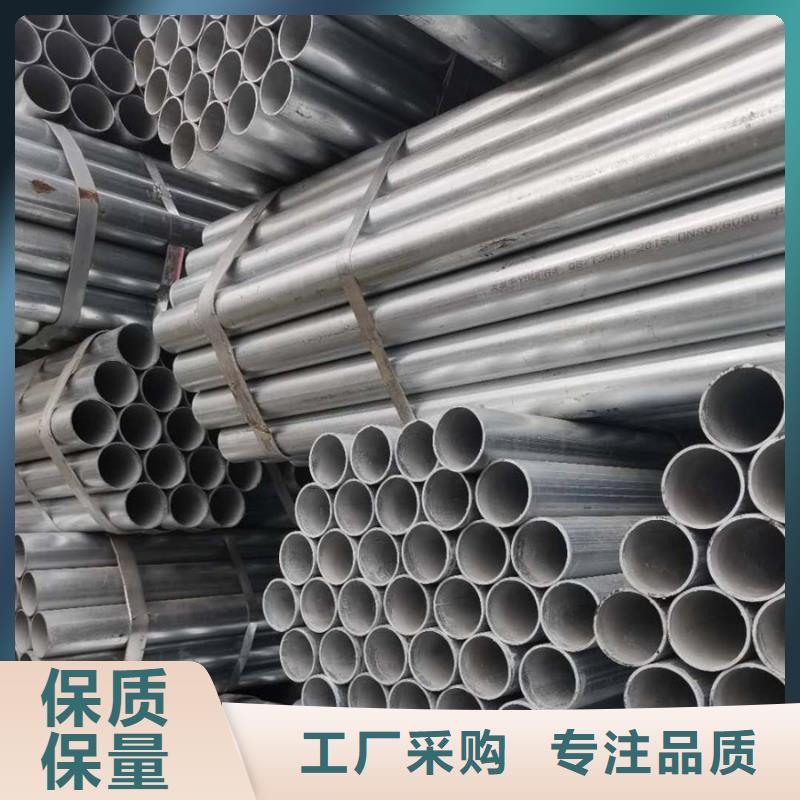
镀锌管由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。热镀锌是将除锈后的钢构件浸入600℃左右的高温锌液中,使钢构件表面附着一层锌层。从而达到防腐的目的。 近年来,轻钢结构体系中出现了大量压型钢板。热浸镀锌也用于防止腐蚀。热镀锌的 道工序是酸洗除锈,然后是清洗。这两个过程的不完善会给防腐留下隐患,所以必须彻底处理。钢卷定位正确后,可将开卷机的左右锥头插入钢卷中同时旋转,将导头送至夹送辊,压紧夹送辊上辊 下降,线圈小车和磁辊可以回到原来的位置。 为使弹簧钢带运行准确,开卷机在运行前可整体轴向移动150mm。开卷机启动后,带钢通过夹送辊到达配有除尘装置的矫直机。将拉直的弹簧钢带用滑动式液压剪裁切到钢带的头部和尾部切割后的钢带头可以立即滑入废纸箱,切割后的钢带尾部可以由外部的输出装置收集线在专用的收集箱中。


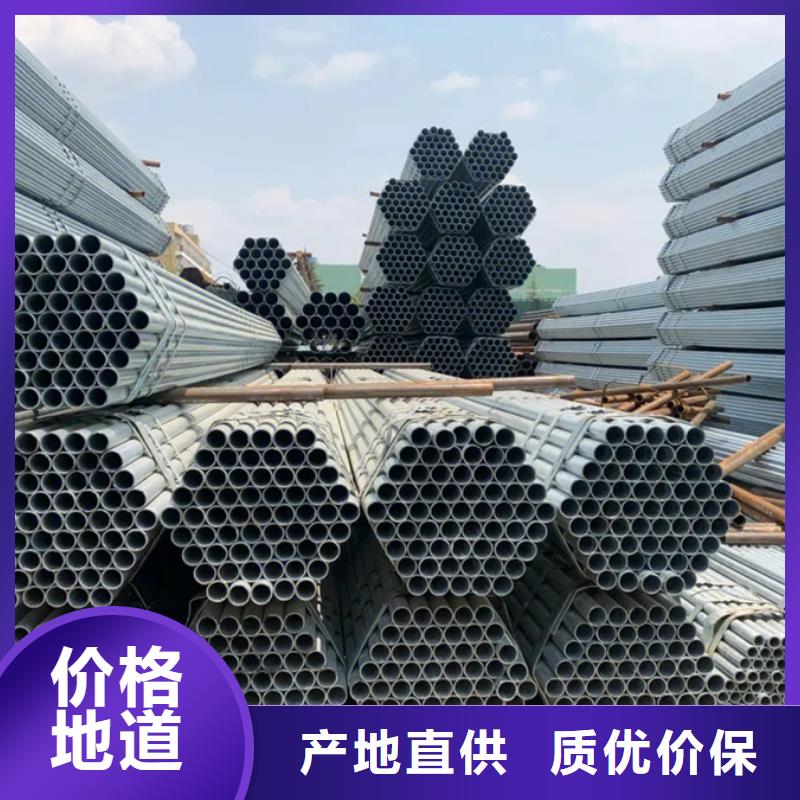
镀锌方管应该是焊接应力过于集中的问题。镀锌方管的材质淬火后很脆,焊接时局部高温,没有相应的保温措施,导致断裂。焊接:焊接,又称“熔接”或焊接、焊接,是将两种或多种材料加热、加压或一起使用,使两个工件之间产生原子结合的过程和连接方法。焊接在金属和非金属方面都有广泛的应用。二辊斜轧穿孔机广泛应用于一发镀锌钢坯穿孔。不仅普通的奥氏体镀锌钢板,而且难变形的双相不锈钢和镍基合金都可以在两辊斜轧穿孔机上生产。 如果使用双辊锥型辊穿孔机,镀锌管可生产的钢种与毛细管的表层很短,如向内折叠和内部裂纹等内表层缺陷。另外,生产出来的毛壁厚度更薄,经过各种轧管机可以使壁厚变薄,从而减少冷拔道次,提高生产效率和成功率,显着提高经济效益。 热挤压工艺是国外热处理镀锌方管的关键生产工艺。 与挤压成形和冷轧的生产方法相比,镀锌方管挤压成形法的特点是金属材料在整个变形过程中受到三维压缩应力。 对于抗变形能力高、热固性差的塑料的不锈钢管,可以获得良好的内外工艺性能和合金成分。 由于柱式液压机破孔技术的改进,挤压后的荒壁厚度精度可达到5%~7%。



